













セラミック溶接ピンの製造プロセスは、原材料の準備から最終検査まで、いくつかのステップを含む正確で特殊なプロセスです。各ステップは、溶接アプリケーションに要求される厳格な品質基準を確実に満たすように注意深く制御されています。プロセスは使用するセラミック材料(アルミナ、ジルコニア、窒化ケイ素)によってわずかに異なりますが、コアステップは一貫しています。

セラミック溶接ピンの製造の最初のステップは、原料の準備です。生materials-typicallyセラミック粉アルミナ(Al₂O₃)などのジルコニア(ZrO₂)、または窒化ケイ素(Si₃N₄)公正厳選し純度や特性だ粉末はその後粉砕され、微細なスラリーまたは粉末に粉砕され、均一な粒子サイズを確保します。粒子サイズが最終製品の密度と強度に影響するため、このステップは重要です。
次に、セラミック粉末を溶接ピンの所望の形状に成形します。射出成形、押出、およびプレスを含む、使用されるいくつかの成形方法があります。射出成形は一般的に複雑な形状に使用され、押出はストレートピンに使用されます。プレスは、単純な形状に使用され、高圧下で粉末を金型に圧縮します。成形方法は、製造するピンのサイズ、形状、数量に基づいて選択されます。
成形後、緑色の(未焼成の)セラミック溶接ピンを乾燥させて水分を取り除きます。このステップは、焼結プロセス中に割れを防ぐために重要です。乾燥プロセスは通常、温度と湿度を慎重に調整し、均一な乾燥を確実にするように管理された環境で行われます。
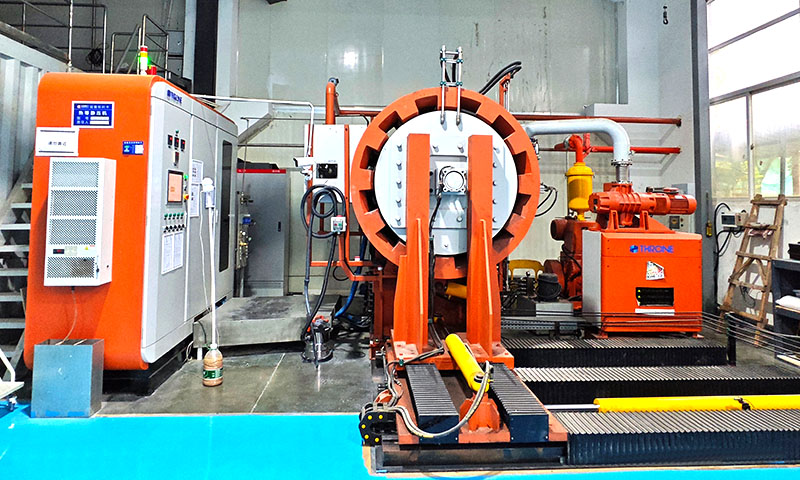
次のステップは焼結で、グリーンピンを高温に加熱してセラミック粒子を結合させるプロセスです。焼結温度は材料によって異なり、アルミナピンは1500°c ~ 1700°c、ジルコニアピンは1400°c ~ 1600°c、窒化ケイ素ピンは1600°c ~ 1800°cである。焼結時にセラミック粒子が融合し、緻密で強い構造を形成します。焼結プロセスはまた、ピンの熱的および機械的特性を改善します。
焼結後、セラミック溶接ピンは、所望の寸法と表面仕上げを達成するために精密加工を受けます。加工プロセスには、研削、ラッピング、研磨が含まれ、ピンの表面が滑らかで正確な公差(多くの場合±0.02 mm)を確保します。このステップは、ピンが溶接治具に完全にフィットし、正確な位置決めを行うために重要です。
製造工程の最終段階は品質検査です。各セラミック溶接ピンは、クラック、切りくず、寸法の不正確さなどの欠陥がないか検査されます。また、ピンは硬さ、強度、耐摩耗性などの機械的特性も試験されます。
一部のメーカーはまた、顧客の仕様に基づいて金型を設計し、独自の要件を満たすために製造プロセスを調整するなどの追加ステップを含むカスタムセラミック溶接ピンを提供しています。このカスタマイズにより、ピンがお客様の溶接装置に完全に適合し、特定のアプリケーションニーズを満たすことが保証されます。