













セラミック溶接ピンは、品質、耐久性、性能を確保するために、細心の注意を払って製造される精密部品です。このプロセスには、高品質な原材料の選択から精密加工、品質管理まで、いくつかの重要なステップがあります。セラミック溶接ピンのユニークな特性を理解し、溶接アプリケーションに高品質の製品を選択するためには、セラミック溶接ピンの製造プロセスを理解することが不可欠です。
セラミック溶接ピンの製造プロセスの最初のステップは、原料の選択です。原料の選択は、ピンの用途によって異なります。最も一般的な材使用アルミナ(Al₂O₃)のジルコニア(ZrO₂)、と窒化ケイ素(Si₃N₄)。アルミナは、その耐熱性と経済性から汎用用途に使用されています。ジルコニアは、優れた靭性と耐衝撃性を必要とする用途に、窒化ケイ素は、極端な耐熱性と耐摩耗性が重要な高性能用途に使用されます。原材料は、一貫した性能を保証するために、高い純度レベル(多くの場合、≥95%)で厳格な品質基準を満たすように慎重に選択されています。
原料が選別されると、微細な粉末に加工されます。原料を専用の装置で粉砕・粉砕し、均一な粒径を実現します。粒子サイズは、最終製品の密度と強度に影響を与えるため、重要です。その後、粉末はバインダーと混合され、成形プロセス中に粒子を一緒に保持するのに役立ちます。バインダーは、材料およびピンの所望の特性に応じて、有機または無機にすることができます。
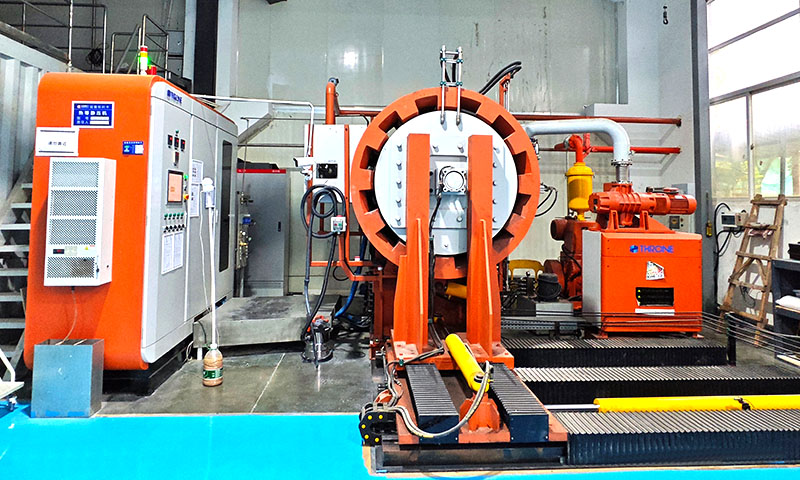
次のステップは、セラミック溶接ピンの成形です。成形には、押出成形、プレス成形、射出成形など、いくつかの方法があります。押出は、長い円筒形のピンを製造するために使用され、プレスは、厳しい公差でより複雑な形状を製造するために使用されます。大量生産には射出成形を使用し、一貫した寸法の複雑な形状を作成することができます。成形工程では、粉体バインダー混合物を、希望の形状とピンのサイズに合わせた型に押し込むか、または注入します。その後、金型は除去され、緑色の(未焼成の)ピンが残ります。
成形後、緑のピンは水分と余分な結合剤を除去するために乾燥されます。これは通常、低温(約100 - 200°c)のオーブンで数時間行います。乾燥は、焼成プロセス中の割れを防ぐために重要です。乾燥させたピンを高温の窯で焼成し、セラミック粒子を焼結させます。焼成温度は材料によって異なり、アルミナは1500 - 1700°c、ジルコニアは1400 - 1600°c、窒化ケイ素は1600 - 1800°cである。焼成中にバインダーが焼けてセラミックス粒子が融合し、緻密で強い構造を形成します。このプロセスは焼結と呼ばれ、セラミック溶接ピンに独自の特性を与えるものです。
焼成後、セラミック溶接ピンは、最終寸法と表面仕上げを達成するために精密加工を受けます。これには、ピンの要件に応じて、研削、研磨、穴あけが含まれます。ピンが厳しい公差(多くの場合±0.01 ~ 0.02 mm)を満たし、溶接スパッタの接着に耐えられる滑らかな表面を持つようにするには、精密加工が不可欠です。加工プロセスは、精度と一貫性を確保するために、ダイヤモンドグラインダーなどの特殊な装置を使用して行われます。
製造工程の最終段階は品質管理です。各セラミック溶接ピンは、寸法、硬度、密度、表面仕上げなどの必要な仕様を満たしていることを確認するために検査されます。試験には、寸法測定、硬さ試験、および目視検査が含まれます。品質基準を満たしていないピンは破棄または再加工されます。これにより、高品質のセラミック溶接ピンのみが市場に投入され、溶接アプリケーションで信頼性の高い性能を発揮します。
要約すると、セラミック溶接ピンの製造プロセスは、精密さと細部への注意が必要な複雑な多段階のプロセスです。原材料の選択から品質管理まで、各ステップは最終製品が産業用溶接アプリケーションに要求される高い基準を確実に満たすために重要です。